
Difficulty
Moderate
Steps
5
Time Required
- Soil Mixer bucket 5 steps

In Progress
This guide is currently being written. Reload periodically to see the latest changes.

User-Contributed Guide
This guide is not managed by the site's staff.
Quiz
0
-
-
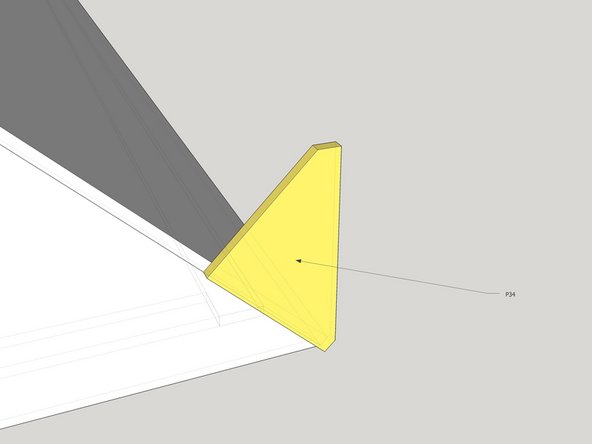
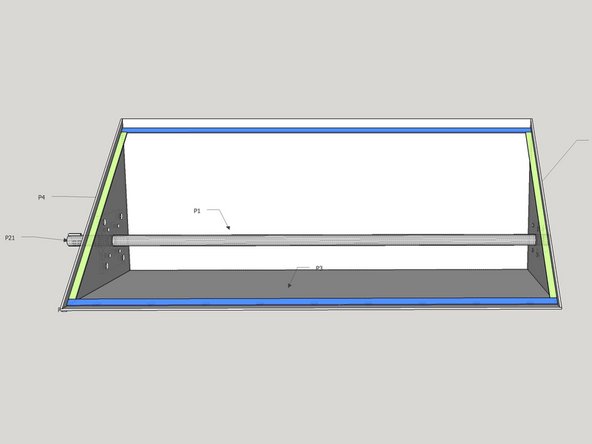
Tack the P4 and P5 sidewalls in place leaving a 1/4" gap at the back for the backplate. Make sure they are on their correct sides.
-
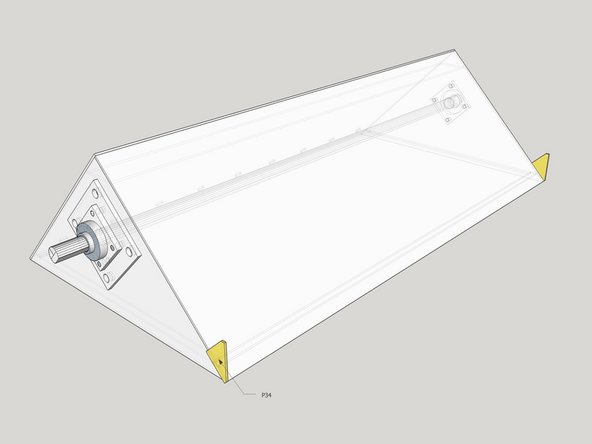
Tack the P1 backplate in place and finish the welds for all seams.
-
-
-
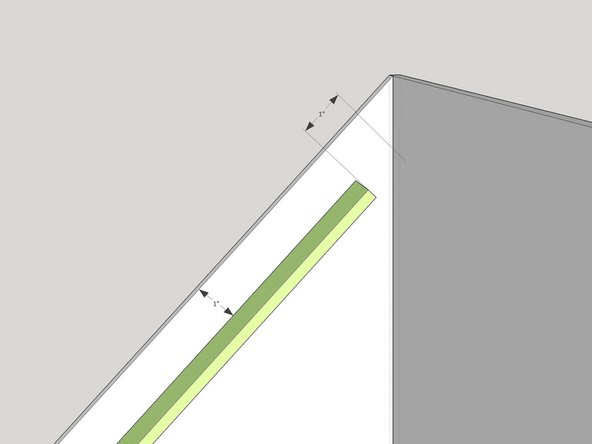
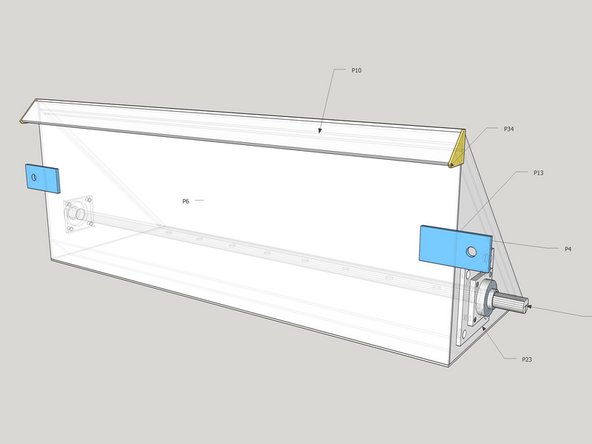
Tack P7 into place with a gap of 1" on both ends from the bottom sheet and back plate. This distance is important for the two P6 parts to be welded in next. there should also be a 1" depth in from the top edge of the sidewall.
-
Put in both P6 parts and tack.
-
Tack in the second P7.
-
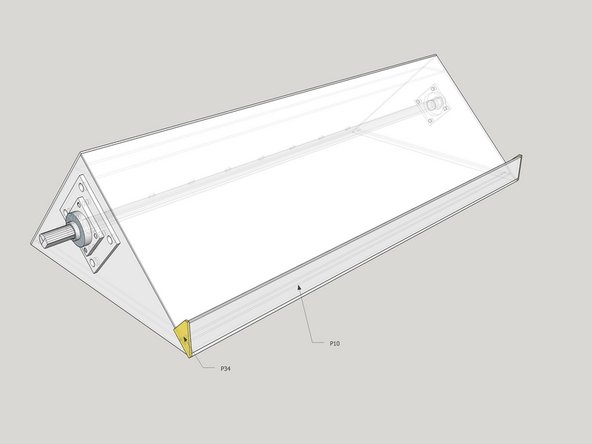
Fit lid P2, and if it fits, remove it and finish the welds on the seal.
-
Grind out the extra material around the welds on seams P6-P7 on the seal so the lid will sit flush on top.
-






Cancel: I did not complete this guide.
3 other people completed this guide.